Screen printing process control for coating high throughput titanium dioxide films toward printable mesoscopic perovskite solar cells
(2019) - Zhining Wan, Mi Xu, Zhengyang Fu, Da Li, Anyi Mei, Yue Hu, Yaoguang Rong, Hongwei Han
- Link:
- DOI: 10.1007/s12200-019-0904-7
- Zotero Link: Screen printing process control for coating high throughput titanium dioxide films toward printable mesoscopic perovskite solar cells
- Tags: #paper
- Cite Key: [@wanScreenPrintingProcess2019]
- Linked notes: Paper Annotations
Abstract
Screen printing technique has been widely applied for the manufacturing of both traditional silicon solar cells and emerging photovoltaics such as dyesensitized solar cells (DSSCs) and perovskite solar cells (PSCs). Particularly, we have developed a printable mesoscopic PSC based on a triple layer scaffold of TiO2/ ZrO2/carbon. The deposition of the scaffold is entirely based on screen printing process, which provides a promising prospect for low-cost photovoltaics. However, the optimal thickness of the TiO2 layer for fabricating efficient printable PSCs is much smaller than the typical thickness of screen printed films. Here, we tune the concentration of the pastes and the printing parameters for coating TiO2 films, and successfully print TiO2 films with the thickness of 500 – 550 nm. The correlation between the thickness of the films and printing parameters such as the solid content and viscosity of the pastes, the printing speed and pressure, and the temperature has been investigated. Besides, the edge effect that the edge of the TiO2 films possesses a much larger thickness and printing positional accuracy have been studied. This work will significantly benefit the further development of printable mesoscopic PSCs.
Notes
Annotations (1/3/2023, 12:23:29 PM)
“For fabricating efficient printable PSCs, the optimal thickness of the TiO2 layer, ZrO2 layer and carbon layer of the scaffold are ~500 nm, ~3 mm and 10 mm, respectively [35].” (Wan et al., 2019, p. 345)
“The correlation between the thickness of the films and printing parameters such as the solid content and viscosity of the pastes, the printing speed and pressure, and the temperature has been investigated.” (Wan et al., 2019, p. 345)
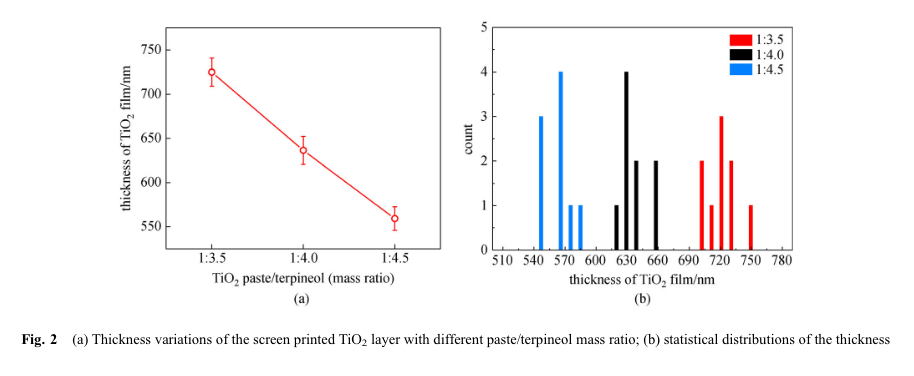
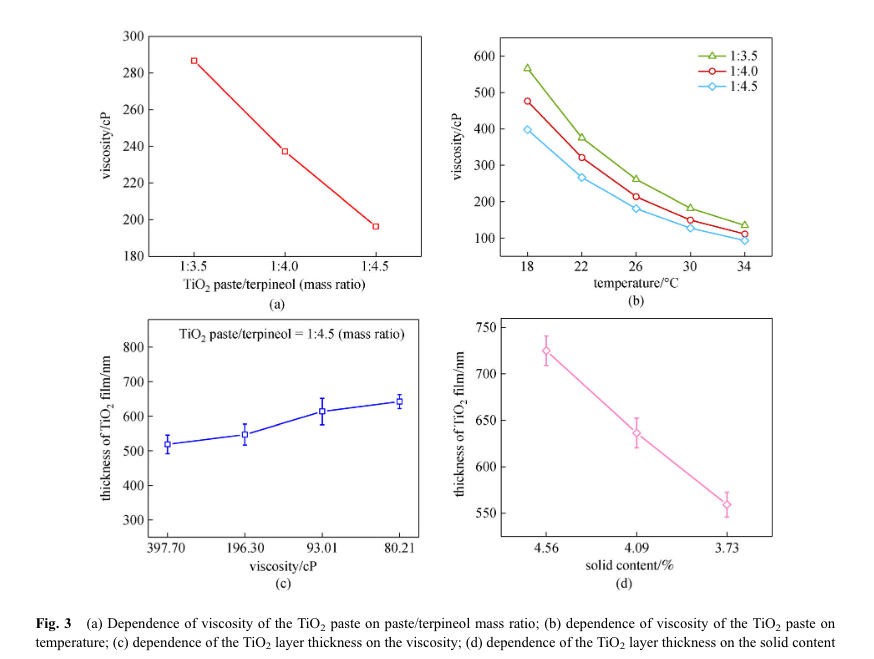
“At room temperature (RT, 25°C), the TiO2 paste/terpineol 1:3.5 sample has a viscosity of 286.7 cP. When the ratio of terpineol increased to 4.0 and 4.5, the viscosity of the paste significantly reduced to 237.2 and 196.3 cP. This much reduced viscosity may influence the screen printing process and the film thickness.” (Wan et al., 2019, p. 346)
“Particularly, the TiO2 paste is kept in the refrigerator (4 – 8°C) for storage. When it was taken out and used, the temperature usually cannot reach RT. Thus, we can observe that the viscosity of the paste varied when we printed it. Whether the viscosity affect the thickness of the printed films remains a critical issue.” (Wan et al., 2019, p. 346)
“It was found that the viscosity of the pastes is quite sensitive to the temperature.” (Wan et al., 2019, p. 346)
“When the temperature increased from 18°C to 34°C, the viscosity of the pastes reduced from 400 – 600 cP to 100 – 150 cP.” (Wan et al., 2019, p. 346)
“In the clean room, the temperature is set to 25°C, but there might be a temperature error of at least 2 – 3°C. In this case, the viscosity of the paste may have a deviation of 10% – 20%.” (Wan et al., 2019, p. 346)
“It was found that the film thickness slightly increased 518 to 642 nm when the viscosity of the paste reduced from 397.70 to 80.21 cP. If we can control the temperature variation to be 2 – 3°C, the variation of the viscosity of the pastes will be < 100 cP.” (Wan et al., 2019, p. 346)
“In this case, the variation of the film thickness will be less than 50 nm.” (Wan et al., 2019, p. 346)
“In another word, the viscosity of the paste and the printing temperature may influence the film thickness, but are not the main factors.” (Wan et al., 2019, p. 346)
“he printed film thickness is determined by the amount of the materials that can go through the screen mesh and transfer to the substrate during the printing process [4]. The lower the viscosity of the paste is, the easier the paste can pass through the screen mesh and transfer to the substrate. Thus, reducing the viscosity of the paste can increase the thickness of the printed films.” (Wan et al., 2019, p. 346)
“More directly, the film thickness is influenced by the solid content of the pastes, as shown in Fig. 3(d).” (Wan et al., 2019, p. 346)
“changing the screen mesh with different parameters, such as the mesh count, tension and thread diameter, can also tune the film thickness.” (Wan et al., 2019, p. 346)
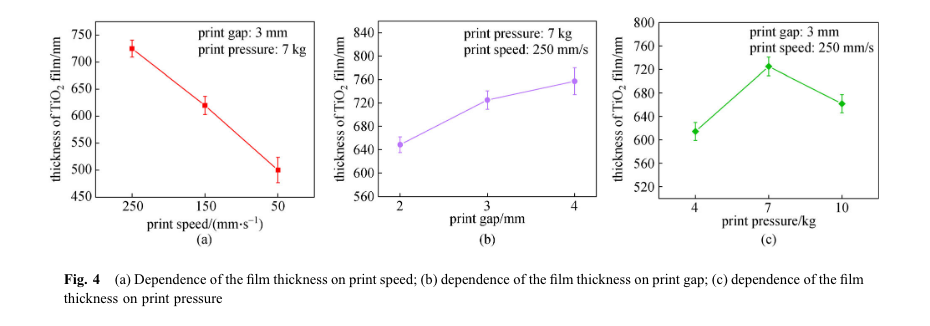
“Besides the screen mesh, the printing parameters also play a key role in controlling the film thickness.” (Wan et al., 2019, p. 347)
“As shown in Fig. 4, the influence of the main printing parameters of print speed, print gap and print pressure on film thickness was investigated.” (Wan et al., 2019, p. 347)
changing variable in screen printing